Handschweißung
SUCOflex Dichtungsbahnen werden mit Heißluft homogen verschweißt. Bei SUCOflex-TPO sind - zur Einhaltung der notwendigen Temperaturkonstanz - nach Möglichkeit elektronisch geregelte Geräte zu verwenden. Die Schweißbreite beträgt mindestens zwei Zentimeter (auch bei Detailanschlüssen). T-Stöße müssen abgeschrägt werden. Vor Arbeitsbeginn ist unbedingt eine Schweißprobe zu erstellen. Alle Schweißnähte sind mechanisch zu prüfen. (z.B. mittels Reißnadel)
Handschweißgerät Leister Triac AT
Schweißdüse 20 mm
Andrückrolle – Silikon oder Teflon für Längsnähte
Andrückrolle – Messing für Detailausbildungen
Fugenhobel für T-Stöße
Temperaturgrundeinstellung: PVC – 400°C / TPO – 310°C
(abhängig von Witterung und Außentemperatur)
Automatenschweißung
Bei der Automatenschweißung beträgt die Überlappung in der Fläche acht Zentimeter.
Die Automatenschweißung muss ständig optisch überwacht werden.
Vor Arbeitsbeginn ist unbedingt eine Schweißprobe zu erstellen. Alle Schweißnähte sind mechanisch zu prüfen. (z.B. mittels Reißnadel)
Varimat - Temperatur Grundeinstellung:
TPO – 400°C bis 460°C / 1,8m bis 2,4m/min
PVC – 460°C bis 500°C / 2m bis 3m/min
(abhängig von Witterung und Außentemperatur)
Varimat V2 - Temperatur Grundeinstellungen:
PVC/TPO vorprogrammiert
Uniroof E - Temperatur Grundeinstellung:
TPO – ca. 420°C / 2m/min
PVC – ca. 480°C / 2,5m/min
(abhängig von Witterung und Außentemperatur)
Uniroof AT - Temperatur Grundeinstellungen:
PVC/TPO vorprogrammiert
Kleben
SUCOflex TPO Dachbahnen: Montagekleber Hochzug Sucofix 5300 SUCOflex PVC Dachbahnen: Montagekleber Hochzug Sucofix 1700, Flächenkleber Sucofix 4400 Beim Kleben sind grundsätzlich die Ablüftzeiten zu beachten. Es sollte nicht unter 10 Grad geklebt werden. Andere Klebstoffe sind vor Verwendung abzuklären.
Reinigen
Die Überlappung im Schweißnahtbereich muss immer sauber, trocken und staubfrei sein. Bei der Flächenverlegung und sofortiger Verschweißung der sauberen SUCOflex Dichtungsbahnen ist keine Nahtvorbehandlung oder Reinigung notwendig. Überlappungen im Schweißnahtbereich sollten immer trocken sein. Leichte Verschmutzungen (Bohrstaub, etc.) mit Tuch entfernen, normale Verschmutzungen mit Sucoclean reinigen. Starke Verschmutzung werden hingegen mit einer Nitroverdünnung gereinigt. Nitroverdünnung immer mit Sucoclean nachreinigen.
Innenecke und Außenecke
Zur besseren Kontrolle der Schweißnähte wird die Verwendung von Fertigecken (Innenecke und Außenecke – Formteil aus PVC bzw. TPO) empfohlen. Die Herstellung von handwerklichen Ecken ist grundsätzlich zugelassen. Die Innenecke wird als sogenannte Quetschfalte hergestellt. Wichtig ist dabei die Falte stehend zu schweißen, da bei liegender Falte kleinste Undichtheiten zu Wassereintritt führen können. Die Außenecke wird mit Hilfe eines gedehnten Folienstückes (aus SUCOflex B oder SUCOflex TB) hergestellt. Die Eckausbildung bei Lichtkuppeln erfolgt analog.
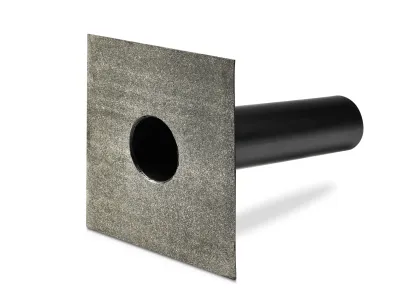
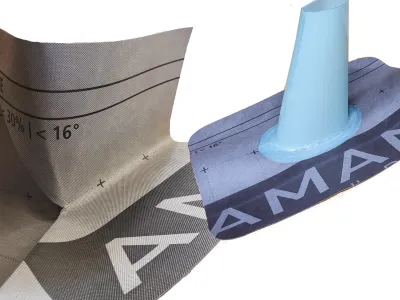
Rohreinfassung
Besonders bei kleinen Durchmessern wird die Verwendung von Formteilen empfohlen. Die Fertigeinfassung wird auf die Abdichtungsfläche verschweißt. Der obere Abschluss sollte mit einem Schrumpfschlauch ausgeführt werden. Größere Einfassungen können auch selbsttätig durch Aufdehnen eines hergestellten Rohres (aus SUCOflex B oder SUCOflex TB) durchgeführt werden. Wichtig dabei ist die Schweißnahtbreite von zwei Zentimeter auch beim Übergang Tableau zu Rohr einzuhalten.
Randfixierung
SUCOflex Dichtungsbahnen sind bei allen Verlegearten, unabhängig von der Dachgrösse, der Unterkonstruktion und den entsprechenden Schutz- und Nutzschichten, zwingend mit Sucam-Randbefestigungen auszuführen. Die Befestigung der SUCAM-Profile erfolgt in die stabile Unterkonstruktion der Attika oder in die Dach-Unterkonstruktion. Es sind mindestens fünf Befestiger/Laufmeter zu verwenden.
SUCOflex kaschierte Randbleche
Kaschiertes Blech muss beim Stoß mittels eines Verbundblechs fixiert werden. Eventuell muss zwischen kaschiertem Blech und dem Untergrund ein Dichtungsband montiert werden. Beim Blechstoß einen Abstand von einem Zentimeter frei lassen und ein Blech unterlegen. Um die freie Dehnzone zu gewährleisten ein fünf Zentimeter breites Klebeband unterlegen. Im Anschluss einen mindestens 120 Millimeter breiten Streifen SUCOflex beidseitig auf das kaschierte Blech aufschweißen.





 Lösungen
Lösungen  DachAkademie
DachAkademie  Downloads
Downloads  DachProdukte
DachProdukte